 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Soorten kunststofbuizen met grote diameter voor Offshore Engineering
Ningbo Fangli Technology Co., Ltd., als fabrikant met bijna 30 jaar ervaring op het gebied van extruderproductielijnapparatuur, hebben we veel ervaring met de productie van apparatuur en kunnen we u voorzien van professionele technische begeleiding en suggesties voor de aanschaf van apparatuur.
Na tientallen jaren van onderzoek zijn er twee soorten plastic buizen met een grote diameter voor de mondiale maritieme techniek: srechte geëxtrudeerde massieve wandbuis en spiraalgewonden wandbuis.
1. LRechte geëxtrudeerde massieve wandbuis met grote diameter
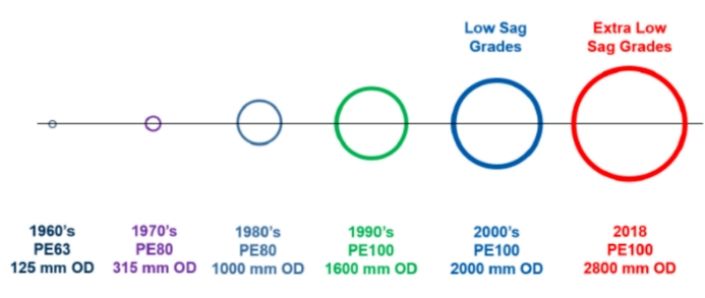
Thermoplastische buizen beginnen bij directe extrusie van massieve wandbuizen. Het proces bestaat uit het smelten van het plastic, het extruderen ervan uit een ringvormige matrijs en het vervolgens afkoelen om het vorm te geven. In het bereik van kleine en middelgrote diameters gebruiken de meeste kunststofbuizen rechte geëxtrudeerde massieve wandbuizen. Het probleem van het extruderen van dikwandige buizen met een grote diameter werd echter in een vroeg stadium niet opgelost. De reden is dat de gesmolten dikke wand die uit de matrijskop van de dikwandige pijp met grote diameter wordt geëxtrudeerd onder invloed van de zwaartekracht "uitzakt" voordat deze afkoelt en vormgeeft, dat wil zeggen dat de gesmolten hars van hoog naar laag langs de omtrek stroomt en een ernstige dunne wand aan de bovenkant en een dikke wand aan de onderkant vormt. Daarom kan de directe extrusiemethode in een vroeg stadium alleen dunwandige kunststofbuizen en grote diameters produceren. De toepassing is beperkt tot dunwandige buizen zoals "zeewaterinlaat- en drainagepijpleidingen", "zeedrainagepijpleidingen" en reparatievoeringen, en kan niet worden toegepast op drukleidingen die een kleine wanddikte en diameterverhouding (SDR) vereisen. In deze eeuw heeft de wereld veel onderzoek gedaaneonderzoek naar de ontwikkeling en productie van dikwandige kunststofbuizen met een grote diameter. Enerzijds blijven grondstoffenbedrijven speciale harsen ontwikkelen voor buizen met betere uitgebreide mechanische eigenschappen en weerstand tegen doorzakken. De hars voor buizen van polyethyleen met hoge dichtheid is verbeterdPE63 tot PE80, PE100,PE100-RC, en dan naar 'anti-sag PE100' (LS) 'super anti-sag PE100' (XLS). De molecuulgewichtsverdeling van anti-uitzakkingshars kan worden aangepast om de viscositeit bij lage afschuifsnelheid te verhogen. De andere is het verbeteren van het pijpextrusieproces en de uitrusting, zoals het innoveren van het koelproces na pijpextrusie (verhogen van de interne koeling, enz.), en het geleidelijk vergroten van het wanddiktebereik van kunststofbuizen met grote diameter in de afgelopen jaren.
De mechanische structuur van rechte geëxtrudeerde massieve wandbuizen met een grote diameter is eenvoudig. Het heeft zijn unieke voordelen voormarien engineering. Ten eerste is het flexibel. Ten tweede is het mogelijk om continu 100 meter lange extra lange buizen (XXL) te vervaardigen en deze drijvend op het wateroppervlak naar de bouwplaats te transporteren. Een van de beperkingen van massieve wandbuizen met grote diameter en directe extrusie is dat een grote wanddikte nodig is om een hoge stijfheid te bereiken. Het is alleen toepasbaar op lagedruk- of niet-drukpijpleidingen die een hoge ringstijfheid vereisen. Ten tweede vereist het een enorme en dure productielijn, en zijn er verschillende accessoires nodig voor verschillende specificaties. Daarom is het geconcentreerd in een paar grote bedrijven in kunststofbuizen.
Momenteel is de pipelife group de toonaangevende onderneming op het gebied van direct geëxtrudeerde massieve wandbuizen met grote diameter voor de waterbouwkunde. Het bouwde eind vorige eeuw een fabriek aan de kust van Stathelle, Noorwegen, en voltooide begin deze eeuw in 2004 het beroemde zeeafvoerproject van Montpellier. Volgens statistieken vond de pipelife plaats in Europa, Afrika en Azië van 2006 tot 2015. 27 landen in Zuid-Amerika hebben 48 projecten op het gebied van de engineering van plastic buizen met grote diameter voltooid. De onderneming die de afgelopen jaren actief bezig is met de ontwikkeling van kunststof massieve wandbuizen met een grote diameter is de AGRU-groep. De XXL-buizenproductiefabriek is nieuw gebouwd in de Verenigde Staten. De afgelopen jaren hebben verschillende ondernemingen uitstekende prestaties geleverd bij de ontwikkeling van massieve wandbuizen met grote diameter en directe extrusie, zoals UPI (Union Pipes Industry) in de Verenigde Arabische Emiraten,Firat in Turkije, IPEX-pijpleidingen in Australië, enz.
2. spiraalgewonden muurpijp
Spiraalgewonden structuurwandpijp is een proces waarbij pijp wordt gevormd door het wikkelen en onderling versmelten van smeltgeëxtrudeerde kunststofprofielen langs de spiraallijn. Het doel is om de moeilijkheden en beperkingen van directe extrusie van buizen met grote diameter te vermijden. Kunststofbuizen met een grote diameter kunnen worden vervaardigd met kleinere extruders en ondersteunende apparatuur, en er kunnen verschillende structurele wanden worden gevormd om aan verschillende sterkte- en stijfheidseisen te voldoen.
Na tientallen jaren van onderzoek en concurrentie worden twee soorten spiraalgewonden wandbuizen op grote schaal gebruikt. Volgens Chinese nationale normen is het verdeeld in structurele muurpijpen van het A-type en structurele muurpijpen van het B-type. A-type spiraalgewonden pijp wordt in China gewoonlijk 'dubbele platte holle wandpijp' genoemd, en B-type spiraalgewonden pijp wordt in China gewoonlijk 'Clara-pijp' genoemd. In dit artikel worden ze 'dubbele platte hollewandbuis' en 'B-type constructieve wandbuis' genoemd.
A. dubbele platte hollewandbuis
De dubbele platte hollewandbuis is in de jaren 80 ontwikkeld door Uponor infra (KWH is opgenomen) in Finland en heet weholite. Het basisproces is het extruderen van een rechthoekige holle pijp met een extruder, deze vervolgens op een groep cilindrische rolschachten te wikkelen wanneer deze flexibel en half gesmolten blijft, gesmolten plastic tussen aangrenzende rechthoekige holle pijpen te persen om ze perfect met elkaar te laten versmelten, en een structurele muurpijp te vormen met rechte wanden in het midden van de binnen- en buitenvlakken. De gewikkelde buis wordt continu naar buiten geduwd. De binnen- en buitenoppervlakken van de dubbele platte hollewandpijp zijn gladde cilindrische oppervlakken, en de langsdoorsnede is een doorlopende holle structuur die wordt ondersteund door gelijkmatig verdeelde verticale wanden.
De voordelen van bouwmuurbuis type B zijn:
- LPlastic buizen met een grote diameter kunnen worden geproduceerd met relatief lichte en economische apparatuur, en kunnen een hoge ringstijfheid bereiken. Het is geschikt voor afvoerleidingen zonder druk of lage druk.
- TDe lengte van een enkele sectie continu gevormde pijp kan meer dan tien meter bedragen (de muurpijp met kronkelende structuur van het B-type wordt beperkt door de lengte van de kernmatrijs, meestal bijna 6 meter per sectie), wat bevorderlijk is voor het verminderen van de kosten van de verbinding van pijpsecties.
De nadelen van dubbele platte hollewandbuis zijn:
- TDe holle wandstructuur gevormd door het samensmelten van een enkellaagse rechthoekige holle buis heeft een beperkt vermogen om de interne druk van de buis te dragen, dus deze is niet geschikt voor watertransmissiepijpleidingen met hoge druk.
- BOmdat het uiteinde van de buis geen massieve wand is, stomplassen niet is toegestaan en het cilindrische oppervlak niet regelmatig is, is mofverbinding niet toegestaan. De betrouwbaardere verbindingsmethode is smeltlassen bij de verbinding met een draagbare extruder.
Nu Uponor Infra en de ondernemingen die zijn technologielicenties hebben verkregen (er wordt gezegd dat er meer dan 10 in de wereld zijn). Bijna 40 productielijnen) vormen een uitwisselings- en samenwerkingsgemeenschap, en sommige internationale ondernemingen ontwikkelen onafhankelijk soortgelijke productieprocessen.
In de veertig jaar sinds zijn ontwikkeling heeft de dubbele platte hollewandbuis zich in de hevige concurrentie ontwikkeld en zijn unieke voordelen bewezen. De afgelopen jaren zijn er veel succesvolle cases geweest in de scheepsbouwkunde, zoals:
- In 2009 is de wateraan- en afvoer vanCverzoekGOlfe elektriciteitscentrale in Frankrijk namDN2,200 mm SN4 210m afvoer DN2,400 840m
- In 2017 het koelsysteemDN /Identiteitskaart2,700 mm 2,025m van NghiSopRpetrochemisch raffinaderijproject in Vietnam
- IIn 2020 de aanleg van DN 3,000 mm 880 m HDPE dubbele duiker met 12 structurele wandplaatdozen werd gebruikt voor het diepste ondergrondse leidingnetwerk ter wereld
B. structurele muurpijp
B-type structurele muurbuis is een structurele muurbuis van polyolefine, gevormd door wikkelen en versmelten, geïnitieerd door het bedrijf Krah in Duitsland in de jaren tachtig. Het basisproces is het spiraalvormig wikkelen van meerlaagse hotmelt polyolefinetapes en profielen op de voorverwarmde metalen kern om een structurele wandbuis te vormen. Meestal wordt de binnenwand omwikkeld met meerdere lagen tape om een stevige wandlaag te vormen om de vereiste sterkte te bereiken. Vervolgens wordt, in overeenstemming met de vereisten voor de stijfheid van de pijpring, het heetsmeltende polyolefine ronde pijpmateriaal naar buiten gewikkeld om de buitenste wandlaag met ronde ribbenstructuur te vormen. De mof voor verbinding wordt gemaakt door fusie en machinale bewerking aan beide uiteinden van de buis (de mof is ingebed met elektrische verwarmingsdraad), waardoor de mofverbinding van elektrische fusie kan worden gerealiseerd.
Dit proces kan pijpen met een grote diameter produceren met een breed scala aan specificaties en prestaties (interne druksterkte en externe drukstijfheid) met relatief economische apparatuur. Momenteel zouden Krah Company en de ondernemingen die hun technologielicentie hebben verkregen een uitwisselings- en samenwerkingsgemeenschap hebben gevormd met meer dan 50 bedrijven over de hele wereld, en sommige internationale ondernemingen ontwikkelen onafhankelijk soortgelijke productieprocessen.
De voordelen van bouwmuurbuis type B zijn:
Een reeks apparatuur gebaseerd op continue smeltextrusie en wikkelfusie is uitgerust met kernvaten en hulpfaciliteiten met verschillende diameters, die verschillende pijpen kunnen vervaardigen met verschillende binnendiameters, verschillende binnenwanddiktes (verschillende interne drukweerstandssterkte) en verschillende buitenste cirkelvormige ribstructuren (verschillende externe drukweerstandsstijfheid). Daarom kan de druktransmissiepijpleiding met eisen aan de interne drukweerstandssterkte worden vervaardigd, en kan ook de afvoerpijpleiding met geen of lage eisen aan de interne drukweerstand en verschillende eisen aan de externe drukweerstandsstijfheid worden vervaardigd. Het kan ook zeer dikke buisvormige plano's produceren voor het snijden van pijpfittingen zoals flens. Het is gunstig voor productiebedrijven om met kleine investeringen in apparatuur aan een breed scala aan marktvereisten te voldoen;
Alle polyolefinekunststoffen met corrosieweerstand, slagvastheid, slijtvastheid, gemakkelijke fusie en licht soortelijk gewicht worden toegepast. Het is vooral geschikt voor de waterbouw: het kan op het zeeoppervlak drijven, of het kan op de zeebodem zinken en onder water hangen door betongewicht toe te voegen of mortel in de holte van de structurele muur te gieten.
De mofaansluiting van elektrofusie is handiger (vooral voor buizen met een grote diameter die op de bodem van de sloot zijn gelegd). Stomplassen is ook mogelijk voor dikke massieve binnenwanden.
Flexibel structureel ontwerp: eenvoudig een grote diameter te bereiken. Momenteel bereikt de maximale diameter 4000 mm, wat het grootste deel van kunststofbuizen boven 2000 mm ter wereld is; Het is gemakkelijk om buizen met een grote wanddikte te vervaardigen en er zijn feitelijk geen beperkingen aan de buiswand; Het is ook gemakkelijk om grote ringstijfheid te bereiken en kan worden gewikkeld en gelast in meerlaagse structurele wanden.
De nadelen van bouwmuurbuis type B zijn:
Het kan alleen in secties worden geproduceerd, wat wordt beperkt door de lengte van de kerncilinder. Elke sectie is meestal 6 meter lang, dus de werklast van de verbinding is zwaar.
Krah, de grondlegger van de structurele muurbuis van het B-type, heeft enerzijds altijd voortdurend onderzoek, ontwikkeling en herontwikkeling gedaan en anderzijds aandacht besteed aan marktontwikkeling en samenwerking. Na jaren van onderzoek en ontwikkeling wordt bijvoorbeeld glasvezelversterkt polyethyleenmateriaal toegepast, en is aangetoond dat het ontwikkelde korte glasvezelpolyethyleenmateriaal PE-GF de classificatie Mrs = 18Mpa heeft (1,8 maal die van PE100), en is opgenomen in de ASTM- en DIN-normen.
Krah heeft veel gedaan aan de ontwikkeling van de toepassing van waterbouwkunde. Enerzijds heeft hij technisch onderzoek verricht en monografieën en uitwisselingen gepubliceerd. Aan de andere kant heeft hij voortdurend de gevallen van succesvolle toepassing van kunststofbuizen met grote diameter in de waterbouw in verschillende landen gepubliceerd en geïntroduceerd.Zoals:
- productieonderneming van dn3000 3900m van het Lima-zeeafvoerproject in Peru in 2013; Spanje stroomafnameovereenkomst en Krah-overeenkomst
- in 2014 werd het zeewater in de Verenigde Arabische Emiraten geloosd in 2000 mm 36 km en 3000 mm 22 km PP-B HM-productiebedrijf:UPI-2015 Stockholm havenafvoer in Zweden: DN 3400, totale wanddikte 180 mm 135 m productiebedrijf Duitsland hengze Co., Ltd.
- 2018 Argentinië waterinlaatproject: 's werelds grootste praktische diameter kunststof buis DN 3600 10 bar SD R17 wanddikte 220 mm. Productiebedrijven: Cara Amerika Latijns-Amerika
Stuur onderzoek


X
We gebruiken cookies om u een betere browse-ervaring te bieden, het siteverkeer te analyseren en de inhoud te personaliseren. Door deze site te gebruiken, gaat u akkoord met ons gebruik van cookies.
Privacybeleid