 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Inleiding tot het pijpextrusieproces, apparatuur, kwaliteitsdefecten, enz.
Ningbo Fangli Technologie Co., Ltd.is eenfabrikant van mechanische apparatuurmet meer dan 30 jaar ervaring metextrusieapparatuur voor plastic buizen,nieuwe milieubescherming en nieuwe materialenapparatuur.Sinds de oprichting is Fangli ontwikkeld op basis van de eisen van de gebruiker. Door voortdurende verbetering, onafhankelijke R&D op de kerntechnologie en de vertering en absorptie van geavanceerde technologie en andere middelen hebben we ons ontwikkeldExtrusielijn voor PVC-buizen,PP-R pijpextrusielijn, PE watervoorziening / gasleiding extrusielijn, dat door het Chinese Ministerie van Bouw werd aanbevolen om geïmporteerde producten te vervangen. We hebben de titel "Eersteklas merk in de provincie Zhejiang" behaald.
I. Processtroom
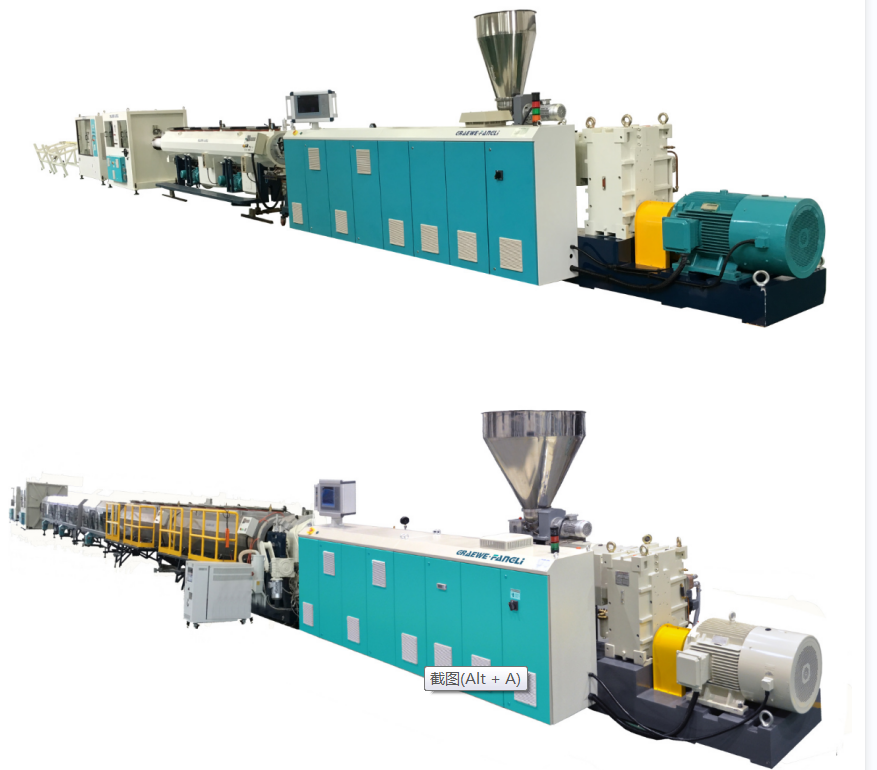
Momenteel zijn PVC- en PO-buizen zowel nationaal als internationaal de producten met het hoogste volume.Figuur 1toont het stroomdiagram van het productieproces voor polyolefine (PO) buizen. Kunststof wordt door de schroef in de ringvormige spleetmatrijs (2) gevoerd als een gelijkmatig geplastificeerde smelt, waardoor een pijpvormstuk wordt geëxtrudeerd. Deze gaat onmiddellijk de kalibratie-eenheid (3) binnen voor koeling en dimensionering en ondergaat vervolgens verder voldoende koeling in de koeltank (4). De buis wordt door de verstelbare snelheid met een constante snelheid uitgetrokkenafhaaleenheid(6), en uiteindelijk op de gespecificeerde lengte gesneden door de snijder (7). Dunwandige buizen met een diameter kleiner dan 160 mm kunnen met de wikkelaar (9) op rollen worden gewikkeld.

Figuur 1 Schematisch diagram van de productieprocesstroom van PO-buizen
1---Extruder; 2---Pijp sterven; 3---Kalibratie mouw;
4---Vacuümkalibratie Koeling; 5---Koeltank;
6---Afhaaleenheid; 7---Snijder;
8 --- Printer; 9---Spoelmachine
II. Proces en apparatuur
Voor de productie van PO-buizen moet ahoog rendement enkelschroefsextrudermoet worden geselecteerd. De toevoerzone maakt gebruik van een axiaal gegroefde loop. De verhouding tussen schroeflengte en diameter (L/D) is 30–33:1. De schroefstructuur is een tweetrapsontwerp met variërende diepte en spoed: de spoed in het toevoergedeelte is kleiner dan de schroefdiameter, terwijl de spoed in de smelt- en homogenisatiesecties groter is dan de schroefdiameter. Om de mengefficiëntie te verbeteren, zijn sommige schroeven uitgerust met extra mengkopelementen. Dit type enkelschroefsextruder biedt een relatief hoog rendement en goede plastificering. Een enkelschroefsextruder met een schroefdiameter van 90 mm kan bijvoorbeeld een output bereiken van meer dan 600 kg/u. Bovendien wordt bij de productie van PO-buizen gevuld met calciumcarbonaat, bariumsulfaat, houtmeel of glasvezels doorgaans gebruik gemaakt van meedraaiende extruders met dubbele schroef.
De productie van PVC-buizen is in principe gelijk aan die van PO-buizen. Veelgebruikte zijn tegengesteld draaiende conische ofparallelle extruders met dubbele schroef, waardoor directe extrusie van droog mengselpoeder mogelijk is. Hun capaciteit varieert van 10 kg/u voor buizen met een kleine diameter tot 1100 kg/u voor buizen met een grote diameter. De L/D-verhouding van de schroef is gestegen van 18:1 naar 25:1 in het verleden. Bijvoorbeeld, eenextruder met dubbele schroefmet een schroefdiameter van 90 mm kan een vermogen van meer dan 300 kg/u worden bereikt.
Zoals te zien is in figuur 1, bestaat de stroomafwaartse apparatuur voor pijpextrusie voornamelijk uit de koelwatertank,afhaaleenheid, snijder, spoelmachineof dumptafel.
Wanneer de leiding de kalibratie- en koelunit verlaat, wordt deze niet volledig afgekoeld tot kamertemperatuur. Indien niet verder gekoeld, kan de temperatuurgradiënt in de radiale richting van de buiswand ervoor zorgen dat de reeds uitgeharde buitenlaag weer zacht wordt als gevolg van temperatuurstijging, wat tot vervorming leidt. Aan de andere kant moet de buis ook bestand zijn tegen spanningen van de afhaal-, snij- en wikkelapparatuur. Daarom moet restwarmte worden afgevoerd, waardoor de buis wordt afgekoeld tot kamertemperatuur. Koelmethoden omvatten waterbad- en sproeikoeling. In een waterbadkoeltank moet het waterniveau de leiding volledig onderdompelen. De tank is opgedeeld in verschillende secties. De koelwaterinlaat wordt op het laatste gedeelte ingesteld, waardoor de waterstroomrichting tegengesteld is aan de extrusierichting van de buis, waardoor een koeltemperatuurgradiënt ontstaat. Dit resulteert in een meer geleidelijke pijpkoeling en lagere interne spanning. De afstand tussen de koelwatertank en de kalibratie-/koelunit mag niet groter zijn dan een tiende van de totale koellengte; anders kan het temperatuurverschil tussen de buitenwand van de buis en het koelwater excessief toenemen. Hoewel de waterbadmethode eenvoudig is, kunnen temperatuurverschillen tussen de bovenste en onderste waterlagen in de tank een ongelijkmatige koeling en buiging van de leiding veroorzaken. Bovendien kunnen opwaartse krachten die op de buis inwerken gemakkelijk vervorming veroorzaken, waardoor deze methode bijzonder ongeschikt is voor het koelen van buizen met een grote diameter.
De functie van deeenheid voor het afvoeren van buizenis het verschaffen van een bepaalde afvoersnelheid en kracht aan de reeds gedimensioneerde en gekoelde pijp, waarbij de wrijvingskracht die door het dimensioneringsapparaat op de pijp wordt gegenereerd, wordt overwonnen, waardoor de pijp met een constante snelheid naar de opwikkel- of storttafel wordt getrokken. De afvoereenheid is een van de belangrijkste onderdelen van stroomafwaartse apparatuur voor de productie van buizen en moet aan de volgende vereisten voldoen.
(1)DeweghalenDe snelheid moet traploos en soepel kunnen worden aangepast, waardoor een constante snelheid wordt gegarandeerd. Een onstabiele afvoersnelheid zorgt ervoor dat de buisdiameter fluctueert. De afvoersnelheid moet nauw worden afgestemd op de extrusiesnelheid. De buiswanddikte wordt aangepast door de afvoersnelheid te regelen: een lagere afvoersnelheid resulteert in dikkere wanden, een hogere snelheid resulteert in dunnere wanden. Het selecteren van de juiste afvoersnelheid is een effectieve methode om de maatconformiteit van het product te garanderen. Moderne ontwerpen kunnen maximale afvoersnelheden tot 30 m/min bereiken.
(2)Een constanteweghalenDe kracht moet worden gehandhaafd, zonder enig push-pull-fenomeen, anders kan dit oppervlaktegolfdefecten op de buis veroorzaken. Er is ook voldoende trekkracht vereist. De vereiste trekkracht neemt toe met het contactoppervlak en de radiale druk. Voor buizen met een kleine en middelmatige diameter bedraagt de trekkracht doorgaans 100–600 N; voor buizen met een grote diameter is dit doorgaans 800–10.000 N.
(3) De klemkracht van deafhaaleenheidDe grijper moet verstelbaar zijn en in staat zijn pijpen met verschillende diameters te grijpen zonder schade aan het oppervlak of vervorming te veroorzaken. Momenteel worden grijpers van het rupstype veel gebruikt. Deze bestaan uit 2 tot 12 sporen die gelijkmatig rond de buis zijn aangebracht. De rupsbanden zijn ingebed met een bepaald aantal rubberen/kunststof klemblokken, meestal concaaf of schuin om het oppervlak te vergroten dat radiale druk op de buis uitoefent. Aanpassing van de klemkracht wordt bereikt via pneumatische, hydraulische of spindel-moermechanismen. Het aantal sporen neemt toe met de buisdiameter.
Nadat de buis tot een bepaalde lengte is afgehaald, moet deze op lengte worden afgesneden. Frezen zijn er in verschillende typen, geselecteerd op basis van buisdiameter en wanddikte, materiaaltype, snijlengte, snijkwaliteit, snijvorm, enz. Automatische guillotinefrezen en cirkelradiaalzagen zijn geschikt voor het zagen van buizen met een kleine en middelgrote diameter; planetaire automatische snijders zijn geschikt voor buizen met een grote diameter. Na ontvangst van het snijcommando grijpt de snijder de buis vast met een klem en beweegt in de afvoerrichting van de buis, terwijl de snijactie wordt voltooid. Na het snijden duwt een pneumatisch mechanisme het terug naar de resetpositie.
Spoelmachine- en dumptafel. Alleen buizen die tijdens het buigen niet vervormen, worden met behulp van een wikkelaar opgerold, met automatisch afsnijden en lossen. De lineaire wikkelsnelheid is gesynchroniseerd met de extrusiesnelheid en kan traploos worden aangepast. Wanneer de extrusiesnelheid minder dan 2 m/min bedraagt, wordt doorgaans een wikkelaar met één station gebruikt; wanneer de extrusiesnelheid hoger is dan 2 m/min, moet een wikkelaar met twee stations of zelfs meerdere stations worden gebruikt.
III. Sleutelfactoren voor het beheersen van leidingdefecten
In de volgorde van de processtroom in Figuur 1 worden hieronder de belangrijkste factoren voor het elimineren van kwaliteitsgebreken opgesomd.
(1)Voedingssectie:Formulering van grondstoffen; vorm en grootte van grondstoffen; kleurmethode; droogmethode; vermenging van maalgoed/gerecycled materiaal; soorten en dosering van additieven; koelcapaciteit van de hopperhals.
(2)Extruder: Schroefdiameter; schroef L/D-verhouding; compressieverhouding van de schroef; type schroefstructuur; schroef snelheid; ontluchtingsprestaties; schroef temperatuurregeling; controle van vatverwarming en -koeling; temperatuurprofielen langs extruderzones; extruderkoppel; stroomverbruik; adapter; temperatuurselectie en -regeling voor schermwisselaar; type schermpakket en specificatie.
(3)Sterven:Die kloof; landlengte; type matrijsstructuur; vorm van stroomkanaal; smeltdistributie; temperatuurinstelling en -regeling; matrijs hoofddruk; controle van de wanddikte.
(4) Kalibratie en koeling:Kalibratiemethode; afmetingen van de kalibrator; Vacuümboxvacuümniveau of interne drukkalibratiebuis luchtdruk en lengte; afdichting van het kalibratiesysteem; kalibratietijd; koelwaterdebiet; koelwatertemperatuur; koelmethode.
(5)Koelwatertank:Koelmethode; waterleiding lay-out; koelwaterdebiet; lengte koeltank; koelwatertemperatuur; effectiviteit van pijpkoeling.
(6)Afhaaleenheid: Afstandssnelheid en controle; kalibratie van de trekkracht; klemkracht en controle; aantal sporen en effectieve lengte; oppervlaktehardheid en vorm van klemblokken; contactoppervlak voor het wegtrekken.
(7) Snijder: Snijtype; zaagbladtandprofiel en materiaal; reset-mechanisme; spaanopvang en stofverwijdering; geluidsbeheersing; beperk systeeminstellingen; klemmechanisme; aandrijfsysteem en vermogen; automatisch snijactiesysteem.
(8)Spoelmachine- en dumptafel: Spanningscontrole; lengte-cut commandosysteem; selectie van opwindstation; wikkeldiameter; indicatie dumpactie; kronkelende lineaire snelheid.
(9) Bijlage:Voorwaarden voor geautomatiseerde productie:Wanddiktemeting; buitendiametercontrole; gewichtsmeting en productiestatistieken; werkingsstatus van de tandwielsmeltpomp; matrijs centreersysteem.
Als u meer informatie nodig heeft,Ningbo Fangli Technologie Co., Ltd.heet u welkom om contact op te nemen voor een gedetailleerd onderzoek, wij zullen u voorzien van professionele technische begeleiding of suggesties voor de aanschaf van apparatuur.
Stuur onderzoek


X
We gebruiken cookies om u een betere browse-ervaring te bieden, het siteverkeer te analyseren en de inhoud te personaliseren. Door deze site te gebruiken, gaat u akkoord met ons gebruik van cookies.
Privacybeleid