 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Optimalisatie van de temperatuurcontrole om de efficiëntie van het dubbelschroefsextrusieproces te verdubbelen
Ningbo Fangli Technologie Co., Ltd.is eenfabrikant van mechanische apparatuurmet meer dan 30 jaar ervaring metextrusieapparatuur voor plastic buizen, nieuwe milieubescherming en nieuwe materialenapparatuur. Sinds de oprichting is Fangli ontwikkeld op basis van de eisen van de gebruiker. Door voortdurende verbetering, onafhankelijke R&D op de kerntechnologie en de vertering en absorptie van geavanceerde technologie en andere middelen hebben we ons ontwikkeldExtrusielijn voor PVC-buizen, PP-R pijpextrusielijn, PE watervoorziening / gasleiding extrusielijn, dat door het Chinese Ministerie van Bouw werd aanbevolen om geïmporteerde producten te vervangen. We hebben de titel "Eersteklas merk in de provincie Zhejiang" behaald.
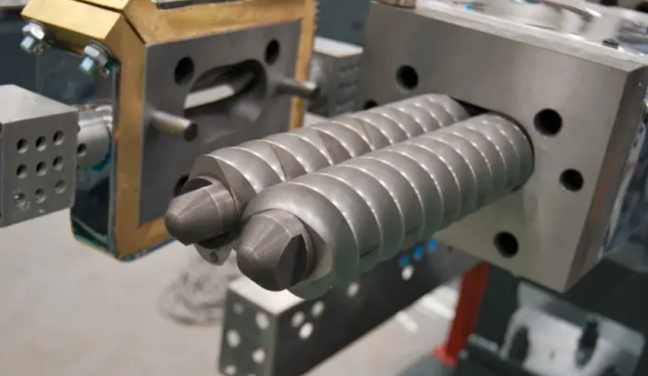
Extrusie met dubbele schroef is een van de belangrijkste processen bij de verwerking van polymeren. De stabiele werking en de kwaliteit van het eindproduct zijn sterk afhankelijk van nauwkeurige procesbeheersing, waarbij temperatuurbeheersing centraal staat.
Vanwege de complexiteit van apparatuurmodellen, schroefconfiguraties en materiaaldiversiteit worden de optimale procesparameters vaak afgeleid van langdurige experimenten en opgebouwde ervaring. Het volgende geeft een korte inleiding tot verschillende belangrijke temperatuurgerelateerde factoren in het extrusieproces met dubbele schroef.
01 Extrusieprocestemperatuur
Bij het ontwerpen van de extrusieprocestemperatuur moet met veel factoren rekening worden gehouden. De primaire overweging is het hoogste smeltpunt van de materiaalcomponenten. In een masterbatch van polypropyleen heeft de polypropyleendrager bijvoorbeeld het hoogste smeltpunt van 170°C, zodat de procestemperaturen voor elke zone rond de 170°C liggen. Dit kan uiteraard variëren afhankelijk van de verwarmingsmethode; temperaturen verschillen tussen weerstandsverwarming en elektromagnetische inductieverwarming, waarbij de laatste doorgaans lager is.
Ten tweede houdt de procestemperatuur verband met de grootte van de apparatuur en de productiesnelheid. Een hogere output vereist meer warmte om het materiaal zacht te maken en te smelten, waardoor een hogere procestemperatuur noodzakelijk is. De temperatuur wordt ook segmentaal ontworpen op basis van transport- en afschuifbehoeften. Een hogere temperatuur verlaagt de materiaalviscositeit en afschuifkracht, terwijl een lagere temperatuur de viscositeit en afschuifkracht verhoogt. Bij aanpassingen aan de procestemperatuur moet ook rekening worden gehouden met andere fysieke eigenschappen van het materiaal, zoals de viscositeit.
02 Keeltemperatuur van voeding
De sleutel tot het instellen van de invoerkeeltemperatuur is het voorkomen dat materiaal aan de schroef blijft kleven, wat de normale invoer zou belemmeren. Om ervoor te zorgen dat het materiaal vroeg smelt voor afschuifdispersie, moet de temperatuur van de toevoerkeel zo dicht mogelijk bij het smeltpunt van de drager liggen zonder kleven te veroorzaken. In sommige formuleringen zijn additieven met een laag smeltpunt in zeer kleine hoeveelheden aanwezig. Zelfs als ze smelten, hebben ze geen significante invloed op het algehele materiaaltransport, dus hun impact op de procestemperatuur is minimaal.
Sommige formuleringen bevatten echter veel materialen met een laag molecuulgewicht. Iets hogere temperaturen, gecombineerd met warmte die via de schroef wordt overgedragen van stroomafwaartse verwarmingszones, kunnen ervoor zorgen dat deze materialen voortijdig smelten bij de toevoeropening, wat leidt tot materiaalhechting en toevoerfouten. Daarom moet de voedingszone tijdens het opwarmen vóór het opstarten op een lage temperatuur worden gehouden. Om deze lage temperatuur te behouden moet mogelijk de koeling worden geactiveerd. Anders kunnen er na het opstarten schroefslippen en voedingsproblemen optreden. Om opstartafwijkingen te voorkomen, is het vaak beter om de temperaturen in eerste instantie conventioneel in te stellen en vervolgens na het opstarten de temperatuur van de voedingszone te verlagen.
03 Temperatuur ontluchtingspoort
De temperatuur van de ontluchtingspoort moet doorgaans op passende wijze worden verlaagd. Om te voorkomen dat smelt gemakkelijk naar buiten stroomt en een ontluchting veroorzaakt, moeten theoretisch de temperaturen van zowel de zone vóór als na de ontluchting worden aangepast. Deze aanpassing zorgt ervoor dat het materiaal gemakkelijk naar voren stroomt, maar moeilijk naar boven en uit de ontluchtingspoort stroomt. Onder omstandigheden van stabiele, snelle stroming, goede dispersie en lage smeltdruk zijn speciale aanpassingen aan de temperatuur van de ontluchtingspoort echter mogelijk niet nodig. Bijgevolg besteden veel operators niet veel aandacht aan deze parameter.
04 Temperatuur van de mengsectie
De mengsectie is een cruciaal gebied bij de productie van masterbatch met dubbele schroef. De temperatuurregeling is gerelateerd aan de vereisten voor afschuifkracht. De belangrijkste functie ervan is de afschuifdispersie van pigmenten, en de afschuifkracht is nauw verbonden met de temperatuur: een te hoge temperatuur vermindert de smeltviscositeit en afschuifkracht. Een geschikte lagere temperatuur verhoogt de viscositeit, wat resulteert in een betere afschuifdispersie. De grootte van de schuifkracht heeft vaak een directe invloed op de stroom van de hoofdmotor. Daarom passen ervaren operators de procestemperatuur in deze zone aan op basis van veranderingen in de hoofdmotorstroom.
05 Sterf hoofdTemperatuur
Ontwerp van de matrijskoptemperatuur: Wanneer de smelt de matrijskop binnengaat en op het punt staat te worden geëxtrudeerd voor pelletisering (hetzij door strengpelletisering, waterring of onderwaterpelletisering), moet de temperatuur over het algemeen op passende wijze worden verlaagd. Door te testen kan de temperatuur van het extrudaat worden bepaald, waarbij het verschil met de smelttemperatuur in het vat wordt opgemerkt. Bovendien zijn, indien uitgerust met een on-the-fly zeefwisselaar, de duur en het succes van het zeefwisselproces vaak gerelateerd aan de viscositeit en de smeltstroomsnelheid, die kunnen worden beheerd door de matrijskoptemperatuur aan te passen.

Andere beïnvloedende factoren dan temperatuur
06 Invoersnelheidsregeling
De snelheidsregeling van de feeder heeft rechtstreeks invloed op de output. Tijdens een stabiele productie is de extrusiesnelheid gelijk aan de voedingssnelheid. Het veranderen van de snelheid van de feeder verandert de output en heeft tegelijkertijd invloed op het proces. Door de snelheid van de toevoer te verhogen, komt er meer materiaal in de schroef, waardoor de procestemperatuur effectief wordt verlaagd; omgekeerd verhoogt het verlagen van de feedersnelheid effectief de procestemperatuur. Veranderingen in de invoersnelheid hebben ook invloed op de kwaliteit van de productverspreiding. Daarom moeten aanpassingen aan de feedersnelheid holistisch worden beschouwd, waarbij zowel wordt gestreefd naar een stabiel masterbatch-productieproces als naar het waarborgen van de kwaliteit van het eindproduct.
07 Snelheid hoofdschroef
De hoofdschroefsnelheid is de rotatiesnelheid van de schroeven. Bij een constante voedingssnelheid heeft een verandering in de snelheid van de hoofdschroef slechts een tijdelijke invloed op de extrusiesnelheid voordat deze geleidelijk terugkeert naar normaal. De sleutelrol van de schroefsnelheid ligt in de afschuifspreiding, wat een andere kritische factor is voor het controleren van de productkwaliteit. Dit vereist coördinatie tussen temperatuur en afschuifsnelheid. Sommige producten vereisen een hoge afschuiving, waardoor hogere schroefsnelheden nodig zijn. Anderen vereisen een lage schuifkracht en vereisen lagere snelheden. Het bereiken van een lage schuifkracht kan uiteraard ook aanpassingen aan de procestemperatuur met zich meebrengen. Elke machine heeft een maximale snelheidslimiet, die moet worden gerespecteerd met een passende veiligheidsmarge.
08 Smeltdruk
De smeltdruk wordt doorgaans beneden 1 MPa gehouden. Het houdt verband met de maaswijdte van het zeefpakket, de effectiviteit van de pigmentdispersie, de smelttemperatuur en de viscositeit. Kleinere zeefgaas, slechtere pigmentdispersie en lagere smeltviscositeit leiden tot hogere druk; omgekeerd is de druk lager. Smeltdruk is een uitgebreide weerspiegeling van meerdere factoren; vermijd simplistische of willekeurige oordelen die alleen daarop zijn gebaseerd. Het kan echter dienen als een nuttige referentie voor het aanpassen van het proces en het monitoren van de staat van de productdispersie.
09 Configuratie en vervanging van schermpakketten
Zeefpakketten dienen functies zoals filtratie en het vergroten van de afschuiving door het terugstromen van de smelt te veroorzaken. Ze moeten op redelijke wijze worden geconfigureerd en vervangen in overeenstemming met specifieke product- en kwaliteitseisen.
10 Milieuaandacht voorExtruders met dubbele schroef
De belangrijkste milieuproblemen bij extruders met dubbele schroef zijn: ten eerste stof bij de invoeropening; ten tweede, gassen uit ventilatiepoorten en de matrijskop; en ten derde, koelwaterbehandeling. Er moeten inspanningen worden gedaan om deze volledig op te vangen, te filteren en te verzamelen, zodat ze op de juiste manier kunnen worden verwijderd.

Samenvattend is temperatuur de kernvariabele die door het gehele extrusieproces met dubbele schroef loopt. Het is nauw gekoppeld aan parameters zoals voedingssnelheid, schroefsnelheid en druk, en bepaalt gezamenlijk het smelten, transporteren, verspreiden, ontluchten en uiteindelijke vormgeven van het materiaal. Een stabiel extrusieproces van hoge kwaliteit is afhankelijk van een nauwkeurige en holistische controle van het temperatuursysteem.
Als u meer informatie nodig heeft,Ningbo Fangli Technologie Co., Ltd.verwelkomt uw aanvraag. Wij bieden professionele technische begeleiding of suggesties voor de aanschaf van apparatuur.
Stuur onderzoek


X
We gebruiken cookies om u een betere browse-ervaring te bieden, het siteverkeer te analyseren en de inhoud te personaliseren. Door deze site te gebruiken, gaat u akkoord met ons gebruik van cookies.
Privacybeleid