 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


Wat zijn de werkgebieden van de dubbelschroefsextruder?
Ningbo Fangli Technologie Co., Ltd. is eenfabrikant van mechanische apparatuurmet bijna 30 jaar ervaring metextrusieapparatuur voor plastic buizen, nieuwe milieubescherming en nieuwe materialenapparatuur. Sinds de oprichting is Fangli ontwikkeld op basis van de eisen van de gebruiker. Door voortdurende verbetering, onafhankelijke R&D op de kerntechnologie en de vertering en absorptie van geavanceerde technologie en andere middelen hebben we ons ontwikkeldExtrusielijn voor PVC-buizen, PP-R pijpextrusielijn, PE watervoorziening / gasleiding extrusielijn, dat door het Chinese Ministerie van Bouw werd aanbevolen om geïmporteerde producten te vervangen. We hebben de titel "Eersteklas merk in de provincie Zhejiang" behaald.
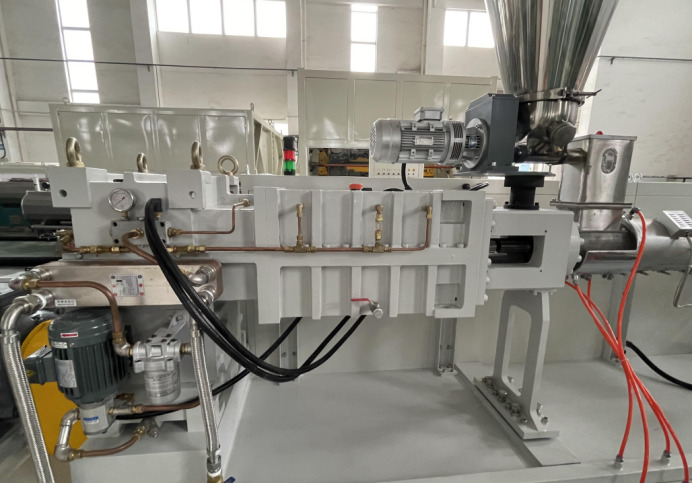
1. Inlaatgebied
Wat hier feitelijk gebeurt, is het zuigen, comprimeren en transporteren van grondstoffen. Als u unieke producteigenschappen wilt, kunt u er in dit stadium voor kiezen om additieven toe te voegen. De hars wordt via de trechter in de dubbelschroefsextruder gevoerd en via de toevoeropening in de schroef. Vervolgens verplaatst de schroef het materiaal naar voren. De zuigcapaciteit is afhankelijk van een aantal factoren, waaronder de schroefsnelheid en de harsdichtheid. Het hangt ook af van de kanaaldiepte en de spoed van de schroef.
2. Smeltzone
Zodra het materiaal de schroef binnengaat, begint het extrusieproces. De schroef blijft de hars naar voren duwen. Wanneer dit gebeurt, ontstaat er wrijving tussen het materiaal en de loop, waardoor de hars smelt. De extra warmte komt van de kachel onder het vat. Dit zorgt ervoor dat de hars volledig gesmolten is. Naarmate de hars verder beweegt, blijft de kanaaldiepte afnemen, waardoor de wrijving en druk in de loop toenemen.
3. Meetgebied
“Eenmaal de polymeren gesmolten zijn, verlaten ze de extruder via een breekplaat met zeef. Ook hier vindt het smelten plaats van deeltjes die niet smelten in de smeltzone. Dit zorgt voor de uniformiteit van de gesmolten hars. Als je kunststof wilt bereiken uniformiteit, je kunt het aantal zeven en de porositeit van de zeven controleren. De druk is hier zo hoog dat het gesmolten polymeer continu kan worden geëxtrudeerd en in vorm kan worden gebracht. In deze sectie wordt lucht gepompt om te voorkomen dat plastic producten instorten.
4. Koelzone
Het kunststofproduct beweegt naar de koelruimte, waar het wordt gekoeld. U kunt twee soorten koelsystemen gebruiken. Er zijn lucht- en waterkoelingsystemen. Afhankelijk van het type koelsysteem dat u gebruikt, koelen kunststof producten langzaam af. Hierdoor kunnen kunststofproducten perfecte vormen vormen en krijgen ze de aantrekkelijkheid die ze verdienen.
Als u meer informatie nodig heeft, heet Ningbo Fangli Technology Co., Ltd. u van harte welkom om contact op te nemen voor een gedetailleerd onderzoek. Wij zullen u voorzien van professionele technische begeleiding of suggesties voor de aanschaf van apparatuur.
Stuur onderzoek


X
We gebruiken cookies om u een betere browse-ervaring te bieden, het siteverkeer te analyseren en de inhoud te personaliseren. Door deze site te gebruiken, gaat u akkoord met ons gebruik van cookies.
Privacybeleid